Tel: +86-134-31394972
E-mail: sales@pre-webguidesystem.com
Tel: +86-134-31394972
E-mail: sales@pre-webguidesystem.com

1. Basic process flow
With the rapid development of modern industry, especially the chemical industry, there are many types of rubber products, but the production process is basically the same. The products using general solid rubber (raw rubber) as raw materials, its production process mainly includes:
Preparation of raw materials → plasticization → mixing → molding → vulcanization → resting → inspection
2. Raw material preparation
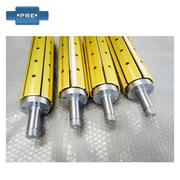
[Solid silicone roller] The main materials of rubber products are raw rubber, compounding agents, fiber materials and metal materials. Raw rubber is the basic material; compounding agents are auxiliary materials added to improve certain properties of rubber products; fiber materials (cotton, hemp, wool and various artificial fibers, synthetic fibers) and metal materials (steel wire, copper wire) It is used as the skeleton material of rubber products to enhance mechanical strength and limit product variations.
配料 In the raw material preparation process, the ingredients must be accurately weighed according to the formula. In order to make the raw rubber and the compounding agent evenly mix with each other, some materials need to be processed:
The raw rubber should be softened in a drying room at 60-70 ℃, and then cut and broken into small pieces;
Bulky compounding agents such as paraffin, stearic acid, and rosin must be crushed;
If the powdery compound contains mechanical impurities or coarse particles, it needs to be removed by screening;
Liquid compounding agents (pine tar, coomarone) need to be heated, melted, evaporated, and filtered;
The compounding agent should be dried, otherwise it is easy to agglomerate, it cannot be dispersed evenly during mixing, and air bubbles are generated during vulcanization, which affects the product quality;
3.Plastic
[Dongguan Silicone Roller] Raw rubber is flexible and lacks the necessary properties (plasticity) during processing, so it is not easy to process. In order to improve its plasticity, it is necessary to plasticize the raw rubber; in this way, the compounding agent is easy to be evenly dispersed in the raw rubber during mixing; at the same time, it also helps to improve the permeability of the rubber (infiltration) Fiber fabric) and molding fluidity. The process of degrading the long-chain molecules of raw rubber to form plasticity is called plasticizing. There are two types of raw rubber plastic smelting: mechanical plastic smelting and thermoplastic smelting. Mechanical plasticizing is to reduce the degradation of the long-chain rubber molecules by the mechanical extrusion and friction of the plasticizer at a not too high temperature, and change from a highly elastic state to a plastic state. Thermoplastic smelting is the introduction of hot compressed air into the raw rubber. Under the action of heat and oxygen, the long-chain molecules are degraded and shortened to obtain plasticity.
4. Mixing
[Coated Silicone Roller] In order to adapt to different conditions of use, to obtain a variety of properties, and to improve the performance of rubber products and reduce costs, different compounding agents must be added to the raw rubber. Mixing is a process of mixing the plasticized raw rubber with the compounding agent and placing it in the rubber mill, and through mechanical mixing, the compounding agent is completely and uniformly dispersed in the raw rubber. Mixing is an important process in the production of rubber products. If the mixing is not uniform, the role of rubber and compounding agents cannot be fully exerted, affecting the performance of the product. The compound obtained after mixing is called compounded compound. It is a semi-finished material used to make various rubber products. It is commonly known as compound and is usually sold as a commodity. Buyers can use the compound to directly process and vulcanize the compound. Needed rubber products. According to the different formulations, there are a series of different grades and varieties with different properties, providing options.
5.Forming
[Liquid Silicone Roller] In the production process of rubber products, a calender or extruder is used to make a variety of shapes and sizes in advance, which is called molding. The molding methods are:
Rolling is suitable for making simple sheet and plate products. It is a method of pressing the compounded rubber into a certain shape and a certain size through a calender, which is called calendering. Some rubber products (such as tires, tapes, hoses, etc.) use textile fiber materials, which must be coated with a thin layer of glue (gluing the fiber is also called glue or rubbing), and the coating process is generally completed on the calender. Fibre materials need to be dried and dipped before calendering. The purpose of drying is to reduce the moisture content of the fiber material (to prevent the water from evaporating and foaming) and increase the temperature of the fiber material to ensure the quality of the calendering process. Dip is a necessary process before hanging glue, the purpose is to improve the binding performance of fiber material and rubber material.
Extrusion molding It is used for more complex rubber products, such as tire treads, hoses, and wire surface rubber coating. It is a method of extruding the compounded rubber with a certain plasticity into the hopper of an extruder, and extruding it continuously through a variety of mouth shapes (also called templates) under the extrusion of a screw. Previously, the rubber must be preheated to make the rubber soft and easy to squeeze out, so as to obtain a rubber product with a smooth surface and accurate size.
Molding: You can also use the molding method to manufacture some rubber products with complex shapes (such as leather bowls and seals). With the help of the female and male molds, the rubber is placed in the mold and heated.
6.Vulcanization
[Shanghai Silicone Roller] The process of converting plastic rubber into elastic rubber is called vulcanization. It involves adding a certain amount of vulcanizing agent (such as sulfur, vulcanization accelerator, etc.) to the semi-finished product made from raw rubber (in a vulcanization tank). (Procedure), heating and holding at a predetermined temperature, so that the linear molecules of the raw rubber are crosslinked with each other through the formation of "sulfur bridges" to form a solid network structure, so that the plastic compound becomes a highly elastic vulcanizate . Because the crosslink is mainly composed of sulfur, it is called "vulcanization". With the rapid development of synthetic rubber, there are many types of vulcanizing agents. In addition to sulfur, there are organic polysulfides, peroxides, and metal oxides. Wait. Therefore, the process of converting the plastic rubber with a linear structure into the elastic rubber with a three-dimensional network structure is called vulcanization, and the substances that can play a "bridge" role in rubber materials are called "vulcanizing agents".
The vulcanized elastic rubber is called vulcanized rubber, also called soft rubber, commonly known as "rubber". Vulcanization is one of the most important processes in rubber processing. Various rubber products must be vulcanized to obtain the desired performance. Unvulcanized rubber has no use value in use, but under-sulfurization (insufficient vulcanization degree, insufficient vulcanization time, and failure to reach the optimal state) and over-sulfurization (excessive vulcanization time, and significantly reduced performance) both make Reduced rubber properties. Therefore, the vulcanization time must be strictly controlled in the production process to ensure that the vulcanized rubber products have the best performance and longest service life.
7. Auxiliary measures
In order to achieve performance, auxiliary measures should be added to the production process:
7.1 Increase the strength-with hard carbon black and phenolic resin;
7.2 Increase abrasion resistance--match with hard carbon black;
7.3 High air-tightness requirements-use less highly volatile components;
7.4 Increase in heat resistance-using new vulcanization process;
7.5 Increase cold resistance-through the degumming and inlaying of raw rubber to reduce the tendency to crystallize, use low temperature resistant plasticizers;
7.6 Increasing flame resistance-no flammable additives, less softeners, flame retardants (such as antimony trioxide)
7.7 Increase oxygen resistance and ozone resistance-using diamine protective agents;
7.8 Improving electrical insulation--with high structure filler or metal powder, and with antistatic agent;
7.9 to improve the magnetic properties-using strontium ferrite powder, aluminum nickel iron powder, iron barium powder, etc. as fillers;
7.10 Improving water resistance-using lead oxide or resin vulcanization system, with fillers with lower water absorption (such as barium sulfate, clay);
7.11 Improve oil resistance-fully cross-linked, less plasticizer;
7.12 Improve acid and alkali resistance--multipurpose filler;
7.13 Improving high vacuum--with low volatility additives;
7.14 Reduce the hardness--fill with a large amount of softener
8. Classification of rubber products and its application in automobiles
[Dongguan Rubber Products] Rubber products are widely used and there are many varieties. According to the use, it is usually divided into two categories: industrial and civilian. Industrial rubber products mainly include: tires, tapes, hoses, offset plates, tapes and tape products, seals, vibration damping parts, latex products, hard rubber products, rubber insulation products, rubber rollers and rubber linings.
Previous: Talking About The Fixed Position Of The Rubber Bending Roller By The Sensor
Next: Manufacturing Process Of Conductive Rubber In Rubber Products